商品描述

技术方案部分
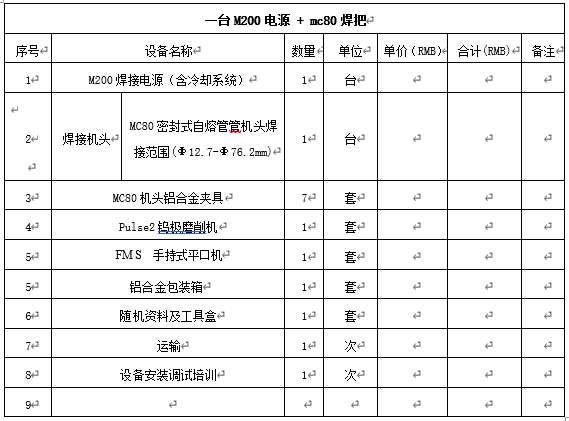
1、工件情况:
1.1. 管子直径: Φ12.7mm -Φ76.2mm (根据管径大小选配)
1.2. 管子厚度:0.8mm-2.5mm;
1.3. 管子材质: 不锈钢
焊接情况:
1.4. 焊接形式:全位置焊接;
1.5. 焊接形式:对接;
1.6. 材质:钛,碳钢,不锈钢等
焊前清理及要求
1.7. 焊接钛管时,焊口处5-8mm要抛光除锈,露出金属原色;
1.8. 管子切口要平整、垂直,两根管对上后无间隙;
1.9. 用丙酮或酒精清洁油污;
1.10. 工件需采用手工氩弧焊不加丝点焊,勿将管口焊破;
- 购买人 会员级别 数量 属性 购买时间
总计 0 条记录
- 商品满意度 :
-

暂无评价信息

